Углубленный анализ высококачественной аппаратной технологии радиаторов: интеграция и инновации материаловедения, точного производства и термодинамической инженерии
I. Введение
В сегодняшнем процессе производства чипов продолжает приближаться к физическому пределу, скорость роста теплового потока на единицу площади полупроводниковых устройств превышает пропускную способность традиционных архитектур рассеивания тепла. В то время как плотность транзисторов растет со скоростью закона Мура, технология управления теплом, похоже, развивается совершенно другими темпами. Этот дисбаланс превращает "рассеивание тепла" из вспомогательной инженерной проблемы в стратегическое узкое место, ограничивающее развитие всей электронной промышленности.
Аппаратные радиаторы - это, казалось бы, обыденное металлическое изделие с маркировкой "традиционное производство" - находятся в центре этой революции в управлении теплом. От СнК для смартфонов в бытовой электронике до инверторных силовых модулей в промышленном секторе и управления теплом на уровне шкафа с энергопотреблением, превышающим 100 киловатт в центрах обработки данных с искусственным интеллектом, выбор материалов, структурное проектирование и процесс производства радиаторов глубоко перекраивают основную логику всей отраслевой цепочки управления теплом. В этой статье будет представлен систематический и углубленный анализ технологической системы высокопроизводительных аппаратных радиаторов в шести измерениях: материаловедение, производственный процесс, термодинамический дизайн, технология термомоделирования, сценарии применения и тенденции рынка.
Во-вторых, материальная система: от одиночного металла к сотрудничеству нескольких материалов
2,1 Спектр характеристик теплопроводных металлических материалов
Производительность металлического радиатора основана на выборе материала, проводящего тепло. Помимо золотого правила распространения электромагнитных волн, инженеры по рассеиванию тепла следуют еще одному набору простых и жестоких физических законов - закону теплопроводности Фурье. Согласно этому закону, теплопроводность материала (лямбда, в Вт / (м · К)) напрямую определяет его способность передавать тепло за единицу времени.
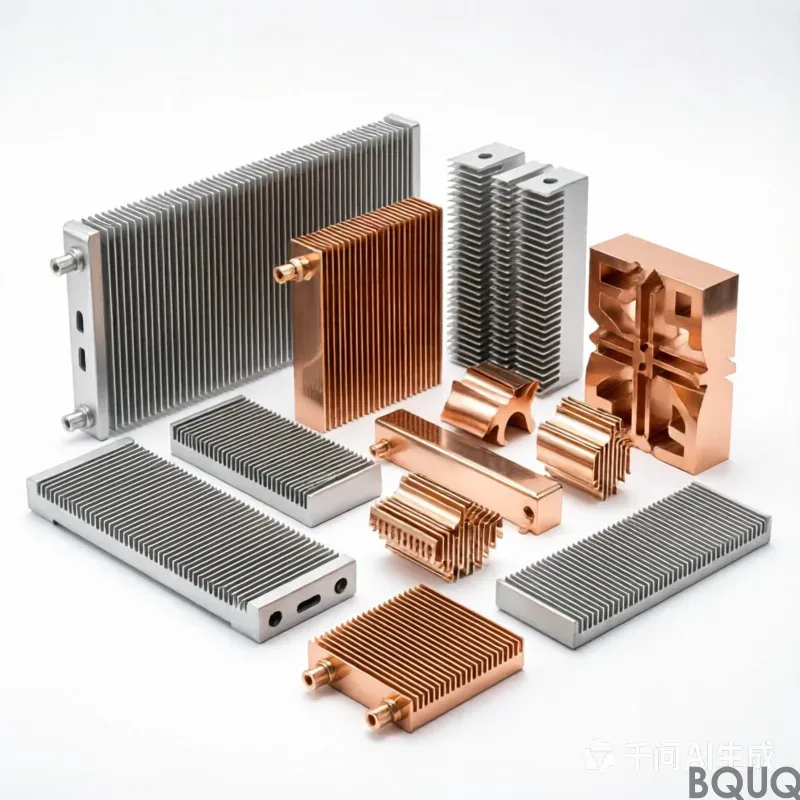
Медь и алюминий образуют "Близнецы" металлических материалов радиатора. Высокочистая медь (промышленная чистая медь) имеет теплопроводность около 400 Вт / (м · К), уступая только серебру, что делает ее одним из самых выдающихся инженерных металлов с точки зрения теплопроводности. Преимущество меди заключается не только в теплопроводности, но и в отличной пластичности и паяемости, что позволяет двухфазным устройствам теплопередачи, таким как тепловые трубы и пластины для замачивания, достигать эффективных циклов теплопередачи с фазовым переходом с медными трубами в качестве полостей. Однако плотность меди составляет около 8,9 г / см ³, что более чем в три раза превышает плотность алюминия, а цена значительно выше. Что еще более важно, в атмосферной среде медная поверхность легко окисляется, образуя слой оксида меди / оксида меди, который не только темнеет на вид, но, что более важно, его теплопроводность резко падает более чем на один порядок по сравнению с чистой медью, что значительно ухудшит эффективность межфазного теплообмена.
Напротив, алюминиевый сплав завоевал доминирующее положение на рынке благодаря своей всесторонней экономической эффективности. Алюминиевый сплав 6063-T5 сохраняет теплопроводность около 200 237 Вт / (м · К), принимая во внимание как экструзионную формуемость, так и механическую прочность. Плотность алюминия составляет всего 2,7 г / см ³, что примерно на треть меньше, чем у меди. Это свойство делает алюминиевый сплав незаменимым преимуществом в высокочувствительных областях, таких как мобильные устройства, авионика и транспортные средства на новой энергии. Обработка поверхности анодированием делает полученную пленку оксида алюминия не только плотной и коррозионно-стойкой, но и увеличивает теплоизлучательную способность поверхности от уровня 0.10.2 до более чем 0,85 за счет специфического процесса окисления черного цвета, улучшая эффективность рассеивания радиационного тепла.
Однако ограничения экструзионного формования алюминия одинаково значительны: из-за ограничений текучести алюминия во время процесса экструзии существует верхний предел примерно от 1: 18 до 1: 20 по отношению толщины ребра к высоте (то есть отношение толщины ребра), что означает, что даже с самыми передовыми экструзионными штампами невозможно достичь бесконечно плотного расположения ребра в пределах ограниченной высоты.
2,2 Пограничные материалы: графен, материалы на основе углерода и композитные структуры
Теплопроводность традиционных металлических материалов приближается к своему физическому пределу. В этом контексте выделяются передовые материалы на основе углерода. Теоретическая плоская теплопроводность графена достигает 5300 Вт / (м · К), что примерно в 13 раз больше, чем у меди, и более чем в 20 раз больше, чем у алюминия. Однако крупномасштабная стоимость подготовки и проблемы надежности однослойного графена в инженерной практике привели к тому, что он в основном застрял на уровне флагманских мобильных телефонов высокого класса и лабораторных прототипов. На более прагматичном пути индустриализации графен показал реальную ценность в виде "композитных материалов". Композитный материал, образованный добавлением графена к радиатору из алюминиевого сплава в определенной пропорции, показывает, что он может охлаждаться на 3-5 градусов Цельсия больше, чем чистый алюминиевый сплав при тех же условиях, а количественная стоимость производства может быть даже ниже, чем у традиционных изделий из алюминиевого сплава.
Индустриализация искусственной графитовой пленки является более зрелой. Графитовая пленка для рассеивания тепла, подготовленная высокотемпературной графитизацией полиимидной (PI) пленки, имеет внутриплоскую теплопроводность более 1500 Вт / (м · К) и толщину 0,01 мм. Она широко используется во внутренней части смартфонов и планшетных компьютеров для достижения быстрой теплопроводности двумерных плоскостей.
В фактическом дизайне продукта часто трудно одному материалу одновременно соответствовать четырем требованиям "высокая теплопроводность, низкое межфазное теплосопротивление, легкий вес и низкая стоимость", поэтому композитные решения из нескольких материалов становятся основным направлением. Медно-алюминиевые композитные радиаторы. Встраивая медные блоки или медные опорные плиты в основу алюминиевых экструзионных профилей, с одной стороны, высокая теплопроводность меди используется для быстрого рассеивания пикового тепла чипа от локального к всему основанию. С другой стороны, легкая формовочная гибкость алюминия используется для завершения конструкции крупногабаритных тепловыделяющих ребер, достигая золотого баланса между стоимостью, весом и производительностью.
III. Процессы точного изготовления: технологический скачок от "экструзии" к "резке"
Проектное значение радиатора по существу отражается в механическом пути распределения его материала. Тот же материал и проектные чертежи, после преобразования различных производственных процессов, конечная производительность рассеивания тепла может варьироваться более чем на 30%. Следующее сортируется по одному из ключевых путей процесса.
Алюминиевая экструзия: это самый дешевый и наиболее широко используемый метод массового производства радиаторов. Слиток из алюминиевого сплава нагревается до 520 ~ 540 ° C, и он проходит через экструзионную форму из штампованной стали под высоким давлением. Он быстро охлаждается и затвердевает через выходное отверстие штампа для создания зародыша радиатора с непрерывной структурой параллельного ребра. Преимущество состоит в том, что стоимость пресс-формы поддается контролю, стоимость одного куска готового продукта низка, и он подходит для массового производства. Однако, как упоминалось ранее, его коэффициент толщины ограничен, что затрудняет получение достаточной площади рассеивания тепла в приложениях с высокой плотностью мощности, а также трудно справиться с чипами с высоким TDP.
Резка лопатой зуба (также известная как прецизионная резка или строгание): это технический путь, который требует "верхнего предела" экструзии алюминия на уровне процесса. В процессе резки лопатой зуба используется высокоточное строгальное оборудование для резки цельной металлической подложки, образуя ультратонкие плавники с расстоянием между зубами до 0,5 мм и толщиной зуба до 0,3 мм. Поскольку рассеивающие тепло плавники сформированы цельно с подложкой, пайка или стыковка отсутствуют, поэтому контактное тепловое сопротивление радиатора лопатой зуба полностью устраняется. Измеренные данные показывают, что тепловое сопротивление радиатора лопатой зуба уменьшается на 15-20% по сравнению с радиатором формирователя зуба при том же объеме, а площадь рассеивания тепла увеличивается в 3-5 раз по сравнению с традиционным профильным радиатором. В настоящее время эта технология широко используется в базовой станции 5G AAU, новых электронных модулях управления транспортными средствами и мощном промышленном освещении.
Производство литья под давлением: после того, как в процессе литья под давлением слиток алюминиевого сплава расплавляется до жидкого состояния, он заполняется прецизионной металлической формой при высоком давлении и высокой скорости и формируется путем одноразового литья под давлением с помощью машины для литья под давлением. Процесс литья под давлением может создавать сложные трехмерные геометрии, которые трудно обрабатывать традиционными процессами экструзии (такими как раковины специальной формы, интегрированные конструкции рассеивания тепла с монтажными отверстиями и боссы позиционирования), и имеет хорошее массовое производство и контролируемую стоимость за штуку. Тем не менее, стоимость ранней разработки формы высока, часто от сотен тысяч до миллионов юаней, а цикл разработки также длительный. И расплав может вызывать дефекты литья, такие как поры и холодные перегородки, во время процесса заполнения, что влияет на механическую прочность и местную теплопроводность.
Технология ковки: легированные материалы с высоким содержанием алюминия вдавливаются в формы благодаря чрезвычайно высокому давлению (горячая или холодная ковка). Обработка ковки позволяет уплотнять и выравнивать внутреннюю зернистую структуру материала радиатора направленным образом, что приводит к более высокой прочности на растяжение, меньшей шероховатости поверхности и однородности материала. Продукт имеет оребренную структуру с высоким аспектным соотношением. Однако его потеря матрицы серьезна, а удельная стоимость намного выше, чем у процесса экструзии. В настоящее время он в основном подходит для конкретных сценариев с чрезвычайно высокими требованиями к механическим свойствам и теплопроводности.
Точная обработка с ЧПУ: В процессе отделки пятиосевой обрабатывающий центр с ЧПУ отвечает за шлифовку и полировку нижней плоскости радиатора, сверление и нарезание резьбового отверстия, а также гравировку любых сложных технологических характеристик. Его точность может достигать микронного уровня, плоскостность может контролироваться в пределах 0,1 мм, а устойчивость тангажа зуба может достигать ±0,05 мм. Однако скорость удаления материала за единицу времени низка, а стоимость обработки значительно выше. Обычно он используется только для небольших партий и задач настройки с высоким спросом, таких как аэрокосмические и прецизионные инструменты.
С точки зрения производственных мощностей и стоимости можно заключить, что существуют общие расслоения: алюминиевая экструзия, литье под давлением и вставные клепальные решения занимают основной рынок с низкой и средней плотностью мощности; решения для резки и ковки лопатой обслуживают высокую плотность мощности, а промышленное и коммуникационное оборудование требует ультратонких и высокоплотных зубчатых групп; а цельная отделка с ЧПУ является "эксклюзивной конфигурацией" научных исследований или передовой военной промышленности.
IV. Термодинамический дизайн: ребро, термическое сопротивление, воздуховод и моделирование CFD
4,1 Термодинамические ключевые параметры радиаторов
Конструкция любого теплоотвода по существу решает три связанных дифференциальных уравнения теплопередачи: теплопроводность (через металлическое тело), конвективная теплопередача (через жидкую среду для отвода тепла от поверхности плавника) и радиационная теплопередача (обычно небольшая доля, от 10% до 20%). В этой физической архитектуре существует несколько основных инженерных параметров, определяющих производительность:
Тепловое сопротивление (Rtheta, единица ℃ / Вт) - это "первый показатель" для инженеров-электронщиков, который экранирует и проектирует радиаторы. Тепловой путь между температурой соединения чипа и температурой окружающей среды можно смоделировать с помощью последовательной параллельной сети теплового сопротивления. Высококачественный радиатор должен создавать собственное тепловое сопротивление конвекции как можно ниже. В естественных условиях охлаждения тепловое сопротивление можно контролировать ниже 3 ℃ / Вт; в сочетании с принудительным воздушным охлаждением (например, вентилятором) передовой в отрасли уровень теплового сопротивления может достигать 0,5 ℃ / Вт.
Морфологические параметры ребра - высота, толщина, интервал, форма поперечного сечения. Если интервал слишком плотный, граничная ламинирование будет препятствовать глубине проникновения воздушного потока, в результате чего образуется "зона мертвого газа" для снижения конвективного коэффициента теплопередачи; если интервал слишком разреженный, общая площадь рассеивания тепла недостаточна. Решение оптимального зазора сильно зависит от скорости воздушного потока, физических свойств воздуха и длины ребра.
4,2 Тепловое моделирование CFD: от эмпирического проектирования к точному прогнозированию
Долгое время в прошлом инженеры по рассеиванию тепла полагались на эмпирические формулы и проверку методом проб и ошибок на складе. Однако с экспоненциальным ростом TDP чипов ИИ и базовых станций 5G энергопотребление одной ИС прорвалось через одномерный канал традиционных решений с воздушным охлаждением, а сложную проблему соединения трехмерного поля потока и поля температуры необходимо решать с помощью Computational Fluid Dynamics (CFD).
Наиболее широко используемое программное обеспечение для термомоделирования в отрасли в настоящее время включает в себя:
Ansys Icepak - на основе ядра Fluent Computational Fluid Dynamics, предназначенного для электронного управления теплом. Его основная сила заключается в его способности точно моделировать сложные поля потока и геометрии поверхности, а также в его интеграции в платформу ANSYS Workbench, которая может быть объединена с модулем механического структурного анализа и модулем электромагнитного анализа Maxwell для реализации трехполевого мультифизического моделирования связи полей electricity-heat-structure. В сценариях теплового анализа автомобильных электронных поверхностных контроллеров и нерегулярных компонентов авионики адаптивность поверхностной сетки Icepak более точна, чем программное обеспечение структурированной сетки.
Simcenter FloTHERM - как первое в мире программное обеспечение для моделирования электронного рассеивания тепла, на данный момент его доля на рынке составляет около 70%. FloTHERM использует алгоритм решения CFD, специально оптимизированный для электронного управления теплом, и имеет большую встроенную библиотеку моделей электронных компонентов (включая модели упаковки чипов, модели радиаторов, модели печатных плат и т. д.). Инженеры могут быстро выполнять моделирование методом перетаскивания для завершения полноуровневого теплового анализа с уровня компонентов на уровень системы, что делает его идеальным для быстрых итераций теплового проектирования продуктов бытовой электроники.
Yundao Intelligent Volta - как чисто отечественное программное обеспечение для теплового моделирования, быстро развивающееся в последние годы и ускоряющееся, чтобы догнать точность моделирования и простоту использования основных международных инструментов.
Из фактического процесса проектирования типичный цикл проектирования выглядит следующим образом: введение механической модели 3D CAD, установка граничных условий (температура окружающей среды, расход тепла чипа, объем воздуха и кривая давления) разделение сетки и решение, диаграмма облаков температуры после обработки и оптимизируйте анализ, итерация параметров размера в соответствии с результатами моделирования и, наконец, получите оптимальную форму ребра и конфигурацию интервала.
V. Новые сценарии применения и рыночные голубые океаны
5,1 Центр обработки данных ИИ: слияние жидкостного охлаждения и металлических радиаторов высокой плотности
Энергопотребление серверов искусственного интеллекта на уровне шкафа растет в геометрической прогрессии. Если взять в качестве примера систему NVIDIA GB200 / GB300 NVL72, тепловое проектное энергопотребление одного шкафа составляет от 130 кВт до 140 кВт, что намного превышает физический предел подшипников традиционных систем воздушного охлаждения. В ответ на эту тенденцию технология жидкостного охлаждения начала выходить на крупномасштабный путь развертывания. Данные TrendForce показывают, что уровень проникновения технологии жидкостного охлаждения в центры обработки данных искусственного интеллекта резко вырастет с 14% в 2024 году до 33% в 2025 году.
Однако прогноз "жидкостное охлаждение заменяет все" слишком односторонний. В контуре жидкостного охлаждения холодной пластины холодная пластина (Cold Plate) по-прежнему представляет собой аппаратный радиатор на основе меди или алюминия - он контактирует с чипом CPU / GPU через теплопроводящий интерфейсный материал (TIM), а ряд микроканальных путей потока обрабатывается внутри пластины холодной воды, а охлаждающая жидкость течет через эти пути потока для отвода тепла. Дальнейшие решения для микроканальных холодных пластин и двухфазных холодных пластин являются главными проблемами в процессе производства радиаторов (обработка каналов микронного уровня, обеспечение качества соединения тепловых интерфейсов и т. д.). Вместо этого "стадия" жидкостного охлаждения подняла технический порог аппаратных радиаторов.
5,2 Базовые станции 5G и транспортные средства на новых источниках энергии
Одностанционное энергопотребление базовых станций 5G примерно в 3-4 раза превышает энергопотребление базовых станций 4G. Наружная среда базовых станций 5G, требования к естественному тепловыделению AAU и безвентиляторному пассивному тепловыделению резко увеличили спрос на крупногабаритные радиаторы из алюминиевого сплава и радиаторы лопаточных зубов. По состоянию на конец июня 2025 года общее количество отечественных базовых станций 5G достигло 4,55 миллиона, а спрос на тепловыделение 5G продолжает расти. В то же время в области новых энергетических транспортных средств силовые модули IGBT в инверторах, бортовые OBC и контроллеры двигателей требуют алюминиевых радиаторов с высокой плотностью зубьев для обеспечения быстрого отвода тепла и сверхтонких материалов теплового интерфейса для заполнения ограниченных пробелов.
5,3 Бытовая электроника: технологическое совершенствование решений пассивного охлаждения
В области высокопроизводительных смартфонов решения для пассивного охлаждения постоянно итераются. Сочетание "пластина для замачивания VC + графитовая пленка для рассеивания тепла + материал теплового интерфейса (TIM)" стало стандартным для флагманских мобильных телефонов. В выпущенном в 2025 году iPhone 17 Pro впервые используется пластина для замачивания VC, и отрасль прогнозирует, что к 2031 году глобальные продажи мобильных VC достигнут 2,776 миллиарда долларов. Когда решения для VC и графитовых мембран сталкиваются с ограничениями, решения для микроактивного охлаждения, такие как жидкостное охлаждение с микронасосом и термоэлектрическое охлаждение (TEC), активно проникают в тонкие и легкие устройства.
Инженерия надежности: анализ отказов и материалы теплового интерфейса (TIM)
Надежность является наиболее недооцененным, но наиболее смертоносным аспектом проектирования системы охлаждения. Согласно большому количеству тематических исследований FAE (инженер по полевым приложениям), плохой контакт радиаторов или старение материалов термоинтерфейса являются "скрытыми убийцами", которые приводят к чрезмерному повышению температуры и раннему выходу из строя силовых трубок MOSFET.
Материал теплового интерфейса (ТИМ) расположен в зазоре между нагревательным устройством и металлическим основанием для рассеивания тепла, удаляя воздух (теплопроводность воздуха составляет всего около 0,026 Вт / (м · К)), что значительно снижает тепловое сопротивление контакта.
В практической инженерии TIM сталкивается с двумя основными типами механизмов разрушения при старении: термическое циклическое старение приводит к упрочнению материала и потере эластичности; и сухое растрескивание, вызванное миграцией и испарением силиконового масла при длительном чередовании холодного тепла или в условиях высокой температуры, а также увеличением термического сопротивления. Как только производительность TIM ухудшается, температура соединения кристалла увеличивается, сопротивление включению (Rdson) увеличивается, а выделение тепла становится более серьезным. Порочный цикл теплового бегства невозможно контролировать.
Более передовые решения включают разработку TIM с высокой теплопроводностью на основе углерода, а также ускоренные методы испытаний и модели прогнозирования срока службы, изученные академическими институтами, такими как Университет Фудань. Международные исследования также показали, что эффект откачки материала тепловым циклом TIM является основным узким местом, ведущим к долгосрочному снижению надежности. Для промышленных и автомобильных продуктов проверка надежности теплового цикла должна проводиться на стадии проектирования.
VII. Рыночные перспективы и выводы
Размер мирового рынка тепловых решений быстро растет. По данным профессиональных организаций, рынок вырастет с 15,76 млрд долларов в 2025 году до 17,06 млрд долларов в 2026 году с совокупным годовым темпом роста (CAGR) 8,2%. Ожидается, что к 2030 году общий объем рынка достигнет 23,60 млрд долларов, а CAGR еще больше расширится до 8,5%. Основные движущие силы этого роста включают: всплеск спроса на расширенное тепловыделение из-за плотности мощности чипов и миниатюризации, широкое внедрение решений жидкостного охлаждения в облачные вычисления с искусственным интеллектом и высокопроизводительные вычисления, внедрение новых систем материалов, таких как графен и материалы с фазовым переходом, в масштабные приложения, а также тенденция к интеграции прогнозного управления теплом и интеллектуальных систем тепловыделения.
Аппаратный радиатор - этот, казалось бы, обычный металлический компонент претерпевает качественный переход от "вспомогательной роли" к "основному двигателю". От инновационного дизайна микроструктуры медно-алюминиевых композитов до процесса резки зубьев лопаты, преодолевающего морфологический предел материалов, от мультифизического моделирования, обеспечивающего точную тепловую конструкцию, до упорного "удержания первой двери" в экстремальных условиях жидкостного охлаждения сервера ИИ и базовой станции 5G - будущее технологии аппаратного радиатора больше не является игрой на складе традиционного производства, а новым рубежом материаловедения и точного производства, который пересекает дисциплинарные границы. Для всех инженерных команд, решивших заложить прочные основы в области управления температурным режимом в электронных устройствах следующего поколения, подлинное понимание и систематическая оптимизация технологической системы аппаратного радиатора может стать первым шагом в стратегии определения того, может ли тепловой поток безопасно "уйти".
BQUQ является профессиональным производителем металлических радиаторов, пожалуйста, пришлите нам чертежи, и наша компания процитирует вас в течение 12 часов.