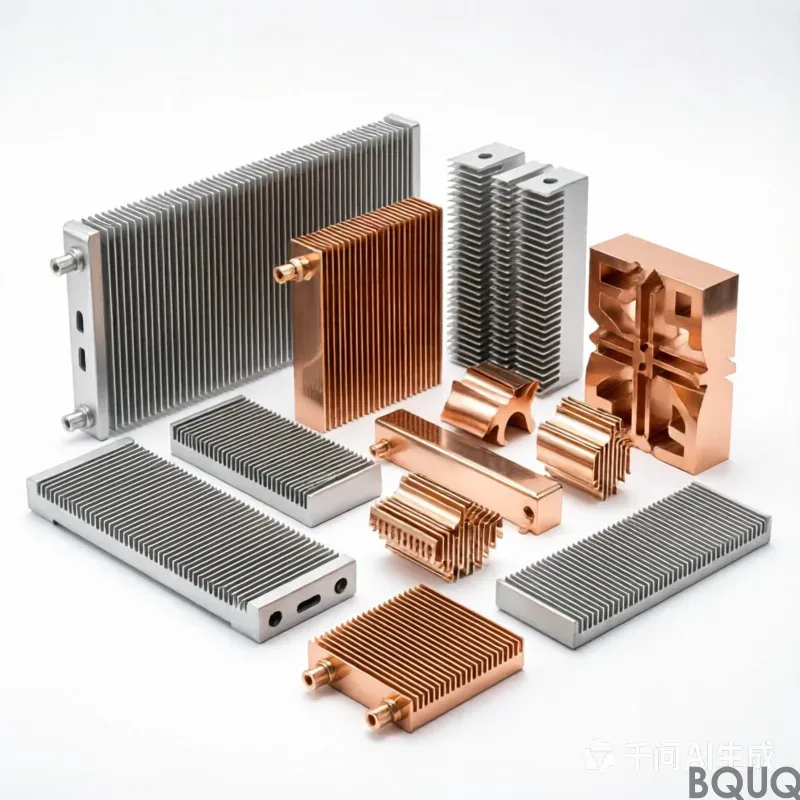
Разборка процессов прецизионного производства радиатора: карта производительности экструзии, лопаточного зуба, литья под давлением, ковки и ЧПУ
Во-первых, выбор процесса определяет верхний предел тепловых характеристик
Окончательное тепловое сопротивление радиатора формируется путем соединения теплопроводности материала (определяется материалом), конвективной области теплопередачи (определяется геометрией) и межфазного теплового сопротивления (определяется точностью изготовления). Производственный процесс определяет достижимые геометрические степени свободы, размерную точность и уровни внутренних дефектов, что приводит к дифференциальному эффекту до 30% на производительность.
Во-вторых, процесс экструзии алюминия: король эффективности, но с учетом коэффициента стройности
Алюминиевая экструзия - самый старый и дешевый метод изготовления радиаторов. После нагрева алюминиевого стержня до 450-500 ° C экструдер (обычно 500-5000 тонн экструзионного давления) используется для того, чтобы заставить металл течь через форму для образования длинной полосы, которая затем разрезается до нужной длины. Преимущества процесса экструзии: стоимость формы относительно низкая (около 2000-8000 долларов США), сложные асимметричные формы (такие как асимметричные ребра, опорные плиты с пазами) могут быть реализованы благодаря конструкции формы, а коэффициент использования материала может достигать более 95%.
Тем не менее, процесс экструзии имеет два фундаментальных ограничения на производительность радиаторов: предел коэффициента упругости и минимальная толщина зуба. Коэффициент упругости (отношение высоты плавника к толщине корня) обычно не превышает 20: 1. Если это значение превышено, алюминиевый материал согнется и разорвется на выходе штампа из-за неравномерного охлаждения. Это означает, что если требуется, чтобы высота плавника составляла 60 мм, толщина не должна быть менее 3 мм, что серьезно ограничивает площадь рассеивания тепла на единицу объема. С другой стороны, минимальная толщина зуба ограничена 0.8-1 мм (в зависимости от сплава и мощности экструдера), что не может достичь уровня толщины зуба лопатки 0,3 мм. Поэтому экструзионный радиатор может обслуживать только сценарии низкой и средней мощности (потребление тепла).
В-третьих, процесс резки лопаточных зубов: прорыв аэродинамики коэффициента гладкости
Зубцы лопаты, также известные как строгание, точная резка, "лопаточные" плавники по одному из единой металлической (алюминиевой или медной) подложки с помощью инструментов числового управления. Процесс обработки: специальный шпатель нарезается на заготовку под углом, выдвигается вперед на расстояние, а затем поднимается для формирования вертикального плавника; затем заготовка входит в интервал между зубами, и вышеуказанное действие повторяется. Толщина, высота и интервал между ребрами независимо контролируются геометрией инструмента и количеством шагов и не ограничиваются текучестью материала.
Процесс лопаточного зуба может достигать экстремальных геометрических размеров с толщиной зуба 0.2-0 мм, расстоянием между зубами 0.5-1 мм и высотой зуба более 100 мм. Пластины и опорные пластины изготовлены из одного и того же материала, и не имеет стыка для сварки или подгонки, поэтому термосопротивление нулевого контакта. Эта функция имеет решающее значение в сценариях с высокой плотностью мощности (таких как светодиоды выше 100 Вт, IGBT-модули, базовая станция 5G AAU). Экспериментальные данные показывают, что при том же объеме и объеме воздуха тепловое сопротивление лопаточного зуба радиатора уменьшается на 15-25% по сравнению с алюминиевым экструзионным радиатором и на 10-15% ниже, чем у радиатора зубцового формирователя (описано ниже).
Недостатками стоимости зубьев лопаты являются: серьезные материальные отходы (около 40% металла разрезается на щепы), длительное время обработки (от нескольких минут до десятков минут на штуку) и чрезвычайно быстрый износ инструмента (его необходимо заменять несколько раз в месяц). Кроме того, процесс зубьев лопаты требует высокой жесткости станка и, как правило, должен выполняться на тяжелом портальном фрезерном станке или специальной экструзионной машине. В целом стоимость одного куска зубьев лопаты в 5-10 раз превышает стоимость экструзии, что подходит для малых и средних партий и сценариев с приоритетом производительности.
IV. Процесс формирования / клепки: низкая стоимость для высокой плотности ребра
Формовочный станок представляет собой длинный, предварительно экструдированный или рулонный плавник, который механически вставляется (прессован, клепан, склеен) в паз на опорной плите. Эта "разделенная" структура позволяет изготавливать плавники и опорную плиту из разных материалов (например, медный плавник + алюминиевые плавники), а толщина плавника может достигать 0,3 мм, а расстояние может достигать 1,0 мм. Процесс формования отличается высокой загрузкой материала (плавники экструдируются отдельно, а потери малы) и не требует дорогостоящих крупномасштабных лопаточных машин.
Но ахиллесова пята формирователя - контактное термическое сопротивление. Независимо от того, насколько высока герметичность фитинга, между корнем плавника и базовой плитой всегда есть микроскопические зазоры, а термическое сопротивление воздушного слоя этих зазоров в сотни раз выше, чем у металла. Даже при заполнении теплопроводящим клеем эквивалентное термическое сопротивление по-прежнему на порядок выше, чем у интегрированной конструкции. В случае высокого теплового потока на формирователе будут образовываться локальные горячие точки, в результате чего температура корня плавника будет намного выше средней температуры базовой плиты, а эффективность теплопередачи будет снижаться. Тепловое сопротивление формирователя радиатора обычно на 20-30% выше, чем у лопатного зуба, поэтому он больше подходит для промышленного оборудования с экономичным и умеренным теплопоглощением.
Процесс литья под давлением: единственное решение сложной трехмерной геометрии
Литье под давлением впрыскивает расплавленные алюминиевые сплавы (такие как ADC12) в прецизионные металлические формы с высокой скоростью для быстрого охлаждения и формования. Литье под давлением может создавать оболочки для рассеивания тепла со сложными внутренними проточными каналами, специальными креплениями и даже частичными вставками. Например, корпус контроллера двигателя нового энергетического транспортного средства обычно формируется интегрально литьем под давлением, с внешними интегрированными ребрами для рассеивания тепла и внутренними интегрированными каналами охлаждения воды. Еще одним преимуществом литья под давлением является то, что отделка поверхности хороша, и ее можно использовать без последующей обработки.
Тем не менее, есть три неотъемлемые проблемы с радиаторами для литья под давлением: пористость (обычно 0.5-3%, уменьшая сечение эффективной теплопроводности), ограничения минимальной толщины зуба (из-за конденсации на фронте потока металла толщина зуба должна быть > 1,2 мм) и непригодны для усиления термообработки (поры расширяются и выпирают при высоких температурах). Таким образом, теплопроводность радиаторов для литья под давлением, как правило, низкая (ADC12 составляет всего 96 Вт / (м · К), что намного ниже, чем 6063-200). Для повышения теплопроводности можно выбрать сплавы для литья под давлением с высокой теплопроводностью, такие как DX17 (теплопроводность составляет около 180 Вт / (м · К)), но его цена значительно выше. Формы для литья под давлением чрезвычайно дороги (2-100 000 долларов США) и имеют длительный цикл разработки (2-4 месяца), которые подходят только для крупносерийного производства.
Процесс ковки: оптимальные механические свойства, но геометрические ограничения
Алюминиевые или медные стержни формируются пластиковым потоком в закрытой штампе под большим давлением (от сотен до тысяч тонн). Ковка устраняет дефекты литья, очищает зерна и распределяет металлические струи по геометрическим контурам детали, чтобы прочность и теплопроводность были лучше, чем у литья, а предел удлинения экструзии можно избежать. Горячая ковка (нагрев материала и повторная ковка) может образовывать сложные формы, а холодная ковка (ковка при комнатной температуре) имеет более высокую точность. Для радиаторов ковка часто используется для изготовления радиаторов с высокими механическими требованиями или небольших плавниковых массивов (таких как радиаторы CPU для ноутбуков).
Ограничением ковки является то, что трудно ковать высокие и плотные плавники (потому что материал не может полностью заполнить узкую и глубокую полость), и обычно он подходит только для плавников с высотой менее 30 мм и толщиной более 1,5 мм. Срок службы головки короткий (особенно головка холодной ковки склонна к растрескиванию), а стоимость одной детали уступает только точной обработке с ЧПУ.
Семь, точность обработки с ЧПУ: предел точности, но стоимость не подходит для массового производства
Пятиосевой обрабатывающий центр с ЧПУ может фрезеровать любую сложную геометрию радиатора из цельного металла. Допуск можно контролировать на уровне ±0.02мм, а шероховатость поверхности может достигать Ra0,8. Однако скорость удаления материала чрезвычайно низка, 80% металла превращается в мусор, а время обработки одной детали составляет до нескольких часов. Стоимость настолько высока, что подходит только для аэрокосмических, прецизионных измерительных приборов и других областей без затрат. В последние годы с оптимизацией стратегий высокоскоростного фрезерования и динамического фрезерования некоторые небольшие партии высокоплотных радиаторов начали обрабатываться с помощью ЧПУ, но он по-прежнему не может заменить крупномасштабное и эффективное производственное положение лопаточных зубьев.
VIII. Матрица принятия решений по выбору процесса
Процесс ребра минимальная толщина максимальная толщина удельная толщина контакт тепловое сопротивление периодическая экономия теплопроводность потери (по отношению к подложке)
Экструзия 0.8мм20: 1Ноль (интегрированный) Превосходное 0%
Зубы лопаты 0.2mm80: 1Ноль (интегрированный) Средний 0%
Зубчатый формирователь 0,3 мм не ограничивается высотой, но интерфейс является дополнительным
Литье под давлением 1.2мм15: 1Ноль (интегрированный) 30-40% (пористость)
Ковка 1.5mm10: 1Ноль (интегрированный) разница 0%
CNC неограниченный нулевой (интегрированный) диапазон 0%
IX. Резюме и перспективы
Глядя в будущее, одному производственному процессу трудно удовлетворить все потребности. Новая тенденция заключается в смешивании процессов: например, экструдированные подложки + ребра с лопаточными зубами (соединенные сваркой или сваркой трением с перемешиванием) или металлические сетки, напечатанные на 3D-принтере, в качестве структур для рассеивания тепла (аддитивное производство). Но 3D-печать в настоящее время слишком дорога, а теплопроводность печатного алюминия значительно снижается из-за пор и грубых зерен (всего около 120 Вт / (м · К)). Настоящая инженерная мудрость заключается в выборе правильного сочетания процессов на основе удельного потребления тепла, ограничений по объему, затрат и производительности приложения, а не суеверных в отношении "универсального процесса".
BQUQ является профессиональным производителем металлических радиаторов, пожалуйста, пришлите нам чертежи, и наша компания процитирует вас в течение 12 часов.